Temperature, Pressure & Time- Complete Technical details
अगर प्लाईवुड मैन्युफैक्चरिंग में कोई एक स्टेज सबसे ज्यादा important है, तो वो है Hot Press Parameters।
आपका Core Veneer अच्छा हो, glue सही हो, Plywood Assembly perfect हो—लेकिन अगर press setting गड़बड़ है, तो पूरा Plywood खराब हो सकता है।ज्यादातर problems जैसे delamination, bonding weak होना, thickness variation यहीं से शुरू होती हैं।
आइए इसे आसान तरीके से समझते हैं।
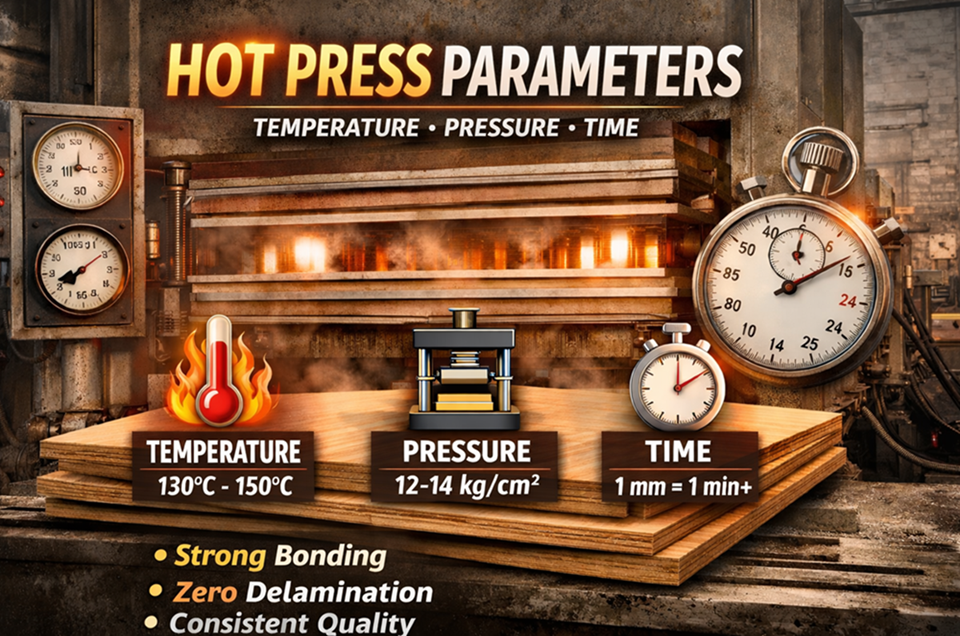
⚙️ 1. Key Hot Press Parameters
🌡️ Temperature
- Typical Range: 130°C to 150°C
- Depends on:
- Resin type (UF, PF, MUF)
- Board thickness
- Moisture content
📌 Ideal Settings:
| Resin Type | Temperature Range |
|---|---|
| UF (Urea Formaldehyde) | 105–110°C |
| PF (Phenol Formaldehyde) | 135–150°C |
| MUF | 110–120°C |
- अगर temperature कम है
→ glue properly cure नहीं होगा
→ bonding weak रहेगी - अगर temperature ज्यादा है
→ surface जल सकता है
→ bond brittle हो जाएगा
👉 सीधी बात:
Heat सिर्फ ऊपर नहीं, Plywood के अंदर तक पहुंचनी चाहिए।
Pressure – सही balance जरूरी है
Pressure veneer को आपस में मजबूती से जोड़ता है।
- सामान्य Specific Pressure Range: 12–14 kg/cm²
लेकिन practical बात समझिए:
- कम pressure
→ अंदर gap रह जाते हैं
→ बाद में delamination - ज्यादा pressure
→ glue बाहर निकल जाता है
→ bonding कमजोर हो जाती है
👉 Factory tip:
अगर glue line गायब हो रही है, तो pressure ज्यादा है।
⏱️ Time – जल्दी करने से नुकसान
Pressing time का simple rule:
👉 1 mm = 1 minute + 1–2 minute extra ( PF Resin)
👉 1 mm = 1 minute ( UF/MUF Resin)
Example:
- 12 mm board → 12–14 मिनट
- 18 mm board → 18–20 मिनट
- कम time → glue cure नहीं होगा
- ज्यादा time → production slow + energy waste
👉 Ground reality:
Output बढ़ाने के लिए time कम किया जाता है, लेकिन rejection बढ़ जाता है।
🔍 किन चीजों से setting बदलती है?
- Veneer moisture (6–10% best)-PF Resin
- Board thickness
- Glue spread quality
- Core gaps / veneer defects
👉 Moisture थोड़ा भी ज्यादा हुआ, तो पूरा result बदल जाएगा।
⚠️ Common Hot Press Problems & Their Causes
(जो अक्सर Plywood Industries में दिखती हैं)
- ❌ Delamination(Layer Separation)
- Temperature या Time कम
- Low Pressure
- High Veneer Moisture या Uneven Glue Spread
- ❌Blisters / Bubbles / Blows
- Veneer Moisture बहुत ज्यादा (>12%)
- बहुत तेज Temperature Rise
- Pressure बहुत कम (Steam Escape नहीं हो पाता)
- ❌Thickness Variation
- Uneven Pressure Distribution
- Mat Loading Issue
- Over-compression कुछ हिस्सों में
- ❌Weak Bonding / Low Shear Strength
- Under-curing (Low Temp/Time)
- Starved Glue Line (High Pressure)
- Wrong Resin Type
- ❌Surface Cracking या Char
- बहुत ज्यादा Temperature
✅ Best Practices for Perfect Hot Pressing (Pro Tips)
- Veneer को अच्छे से Dry करें (6–8% Moisture Content ideal)
- Glue Spread Uniform रखें
- Pre-press (Cold Press) का इस्तेमाल करें Cold Tack (Pre Press Bonding)बढ़ाने के लिए
- Press Platens को Regularly Clean और Calibrate करें
- Multi-opening Press में हर Daylight का Temperature समान रखें
- Production बढ़ाने के चक्कर में Time कम न करें — Rejection बढ़ जाएगा